
(3)主轴动态回转误差测试由上述实验和分析可知,暗影现象的出现主要是由于主轴的动态回转缺陷造成的,因此设计如图14所示的实验对主轴动态回转误差进行测试,找出主轴动态回转误差与暗影的关系。由于车床主轴的动态特性需在高速旋转状态下进行测量,所以适宜采用高精度非接触式的测量仪器,故选用激光位移传感器进行测量。
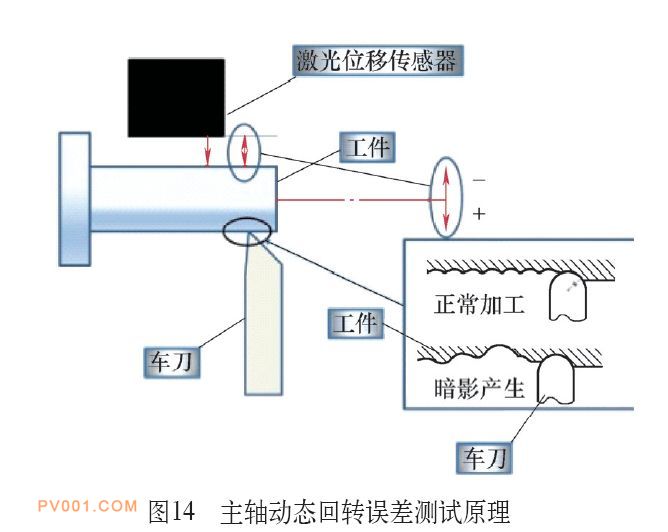
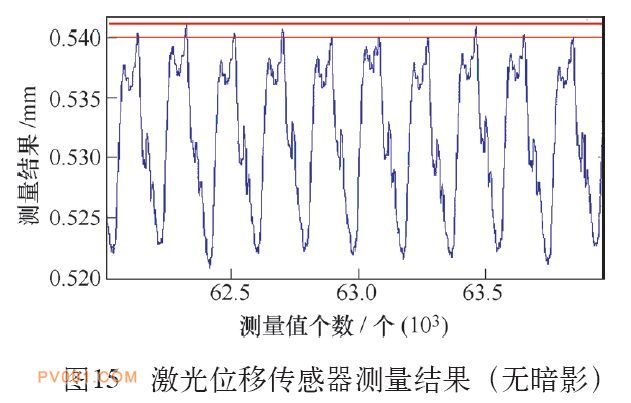
激光位移传感器可精确非接触测量主轴的位置、位移等变化,表征主轴表面的动态跳动特征,能完整的表示出主轴每一转的特点(见图15)。通过测量结果可发现位移波峰值变化频率与暗影出现频率较为一致,激光位移传感器的信号特征和暗影的产生及程度成正相关。当主轴动态回转误差值为1~2μm时,无暗影现象产生。
3.结语
综上所述,主轴的动态回转误差是产生暗影现象的主要原因。暗影是由刀尖和工件在工件径向方向上的微位移产生的,因此,暗影可定义为在车削过程中,因刀具系统相对主轴系统的动态位移所造成的刀具偏离工件,从而在加工表面形成异常的加工纹理。当主轴动态回转误差值小于2μm时无暗影现象产生。

(来源:《金属加工(冷加工)》)
上一篇:冶金工业焦化废水处理工艺研究
下一篇:污泥无害化市场:正处于爆发前夜!
