
本文讲解四个内容:
1,什么是变螺距螺纹。
2,变螺距螺纹G代码
3,变螺距螺纹的宏程序
一、什么是变螺距螺纹
所谓变螺距螺纹,也就是螺距值不是固定的,而是沿轴线方向逐渐变化的。
二、加工变螺距螺纹的G代码
G34 X__ Z__ F__K__
1,F为所加工变螺距螺纹的初始螺距。
2,K值为主轴每转过一圈时,螺距的增量或减量。如果K为正值,那么螺距为递增,K为负值,即递减。
当然,你也可以使用常用的G92,G32甚至G01指令。
好了,来看如下简图,是一个变螺距螺纹。
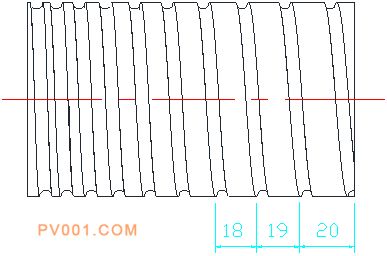
螺距由最初的20,逐渐递减19,18,17……,那么G34指令中的K值为-1。
三、如何编写变螺距螺纹的程序
你可以利用军哥之前分享的计算点位坐标方法,沿着轮廓线依次车削。还可以采用常用的分层车,一层一层车削。
但是分层切,由于切削深度不断加大,刀具与牙侧的接触面越来越大,切削力也越来越大,很容易引起刀具或工件的损坏。那么我可以采用每一层深度不断减少,从而降低切削力,完成螺纹加工。
程序如下:
O 1111
G21G40 G97 G99 T0100
T0101螺纹刀
S300 M03
G00 X38. Z21 螺纹循环起点
#1= 0.5 第一刀切深
#2= 3.0 牙型高度(半径值)
N1 #2=#2-#1 每次切深后的剩余牙高
IF [#2 LE 0.05 ] GOTO2 如果剩余牙高≦0.05,则转移到N2程序段
G00 X[30+2*#2] 30为螺纹外底径
G34 Z-100. F20 K-1
G00 X38.
Z21.
#1=0.8*#1 每次切深为上次的0.8 倍
IF [#1 GE 0.05 ] GOTO1 如果切深≧0.05,则转移到N1程序段。
#1=0.05 否则,切深固定在0.05
GOTO1 转移到N1程序段
N2 G00 X30 Z21
G34 Z-100 F20 K-1
G00 X38
Z200
M30

(来源:中国泵阀第一网)
上一篇:数控车床的编程大全
