
作者:李 欣
单位:沈阳机床股份有限公司
来源:《金属加工(冷加工)》2019年第4期
一些对接触面有着较高电气性能要求的工件,如插针,表面高光车削后需要进行镀2μm铜底或铝底,然后镀镍底6~8μm,最后镀银至少5μm的电镀处理。电镀后,工件表面可看到宽度不规则明暗相间的条纹,客户称之为“暗影”现象。由于暗影对加工精度没有造成直接的影响,所以没有引起足够重视,现在为了提高高光车削的加工效果,满足客户工件电镀处理后的外观和电气性能需求,该问题亟待解决。
本文主要针对配置套筒式主轴的精密数控车床进行试验,并确保被试验机床各项精度符合国家数控机床精度检验标准并能正常稳定运行,通过对车削过程中产生的暗影现象进行分析,确定暗影产生的主要原因。
1.暗影的描述
车削刀纹是车削后的加工表面上余留的加工痕迹组成的宏观形貌[1]。在高光车削中,工件材质主要为紫铜和铝,常用刀尖圆角半径为0.4mm的金刚石刀片。车削后工件外圆表面粗糙度均可达到Ra0.8μm以内(见图1),裸眼观察外观光滑明亮。

图1 工件外观及粗糙度值
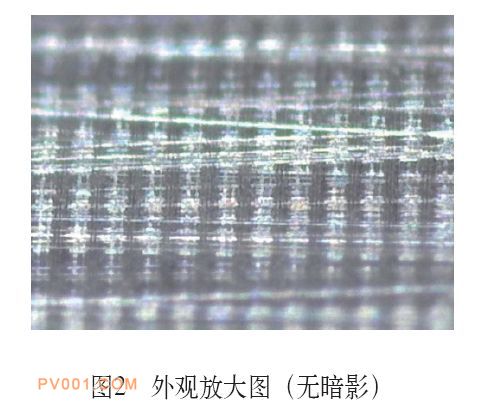
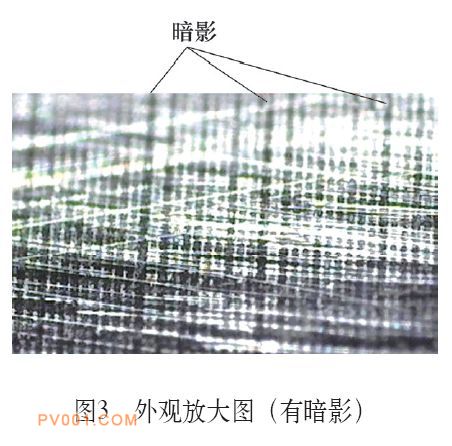
工件是否存在暗影现象无法通用直接观察或用粗糙度值衡量,用高倍放大镜观察外表面,能看到条状纹理,类似粗车刀纹,无暗影工件明暗条纹宽度基本均匀一致(见图2),有暗影工件可观察到宽度不规则的明暗条纹,暗影处条纹较宽(见图3)。
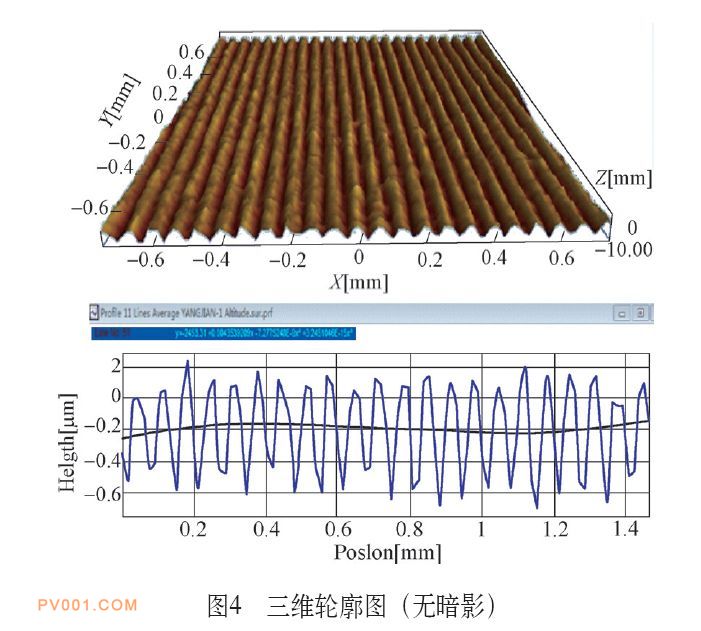
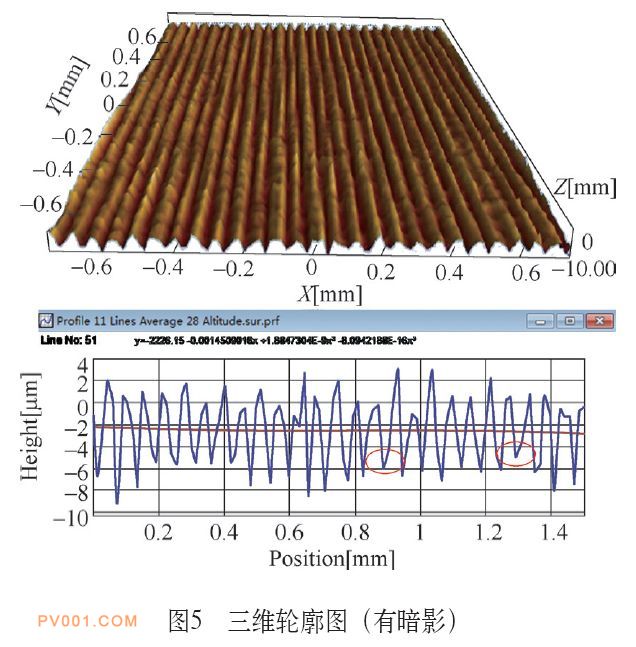
使用三维轮廓仪检测工件外表面可以发现暗影在微观上是由于车刀纹的凸峰和凹谷宽窄不均及波峰波谷值浮动较大,主要表现在凹谷比较宽而产生暗影现象(见图4、图5)。

(来源:《金属加工(冷加工)》)
上一篇:冶金工业焦化废水处理工艺研究
下一篇:污泥无害化市场:正处于爆发前夜!
