
2.暗影产生原因分析
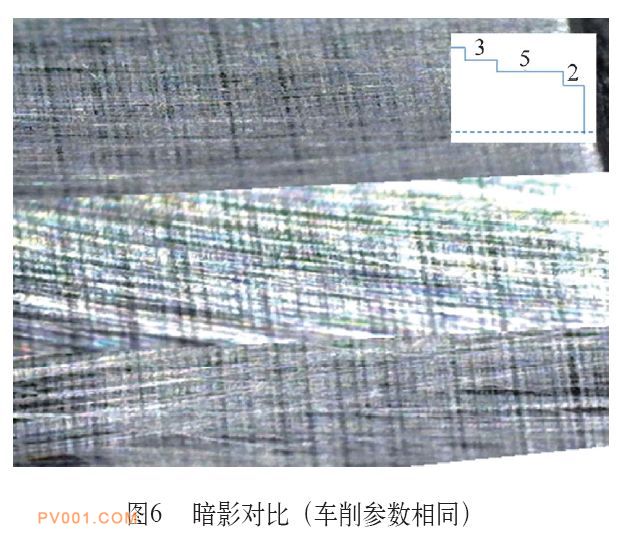
(1)切削实验在同一工件的不同位置,使用相同的车削参数:转速3500r/min,切削深度0.1mm,进给量0.06mm/r进行加工,大部分暗影都具有可重复性(见图6),说明暗影与X轴、Z轴运动位置无关。
转速和切屑深度不变,只改变进给量进行车削,把暗影图片按进给量比例关系缩放,大部分暗影均可重合(见图7),说明暗影发生的位置与进给量关联性不大,可能与转速有关。

只改变切屑深度,其它车削参数不变,分别选取Ap=0.06 mm、0.1mm、0.2 mm、0.3 mm进行车削,暗影只有条纹颜色深浅的区别,大部分暗影均可重合,说明暗影发生与切屑深度无关。
(2)切削力测试使用B&K公司7700 Pulse数据采集分析系统对出现暗影机床的切削力进行分析诊断。按照车削参数:转速240~4000r/min区间,间隔100r/min,切削深度0.1mm,进给量分别为0.05mm/r、0.1mm/r、0.15mm/r进行测试。
随着主轴转速的增加,在其他参数不变时,工件去除率逐渐增大,载荷也应该增大,但实测切削力除了进给量为0.05mm/r时小幅增大以外,其余都是在转速升高时略有减小(见图8),说明在高转速车削时存在让刀、跳动,导致切削量不足,从而切削力没有按照正常趋势发展。


(来源:《金属加工(冷加工)》)
上一篇:冶金工业焦化废水处理工艺研究
下一篇:污泥无害化市场:正处于爆发前夜!
