
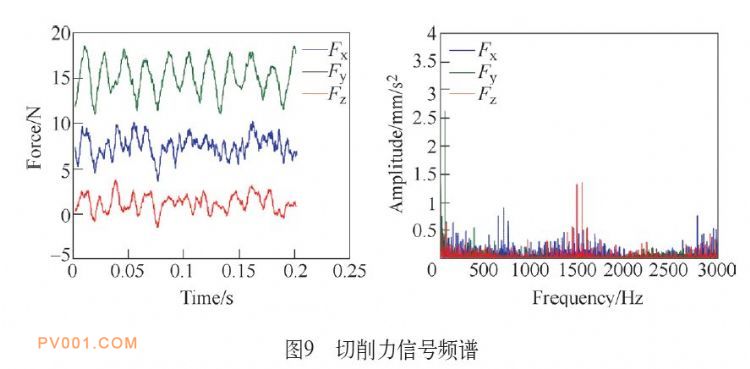
从每一个切削参数对应的切削力信号也能发现,切削信号在稳定切削力基础上有类似正弦信号叠加,说明存在动态车削力,并且从信号波形可发现叠加信号不单纯为一个(见图9)。切削力的频谱包含众多频率,主要是转速的倍频,说明引起信号波动的原因跟转速有关,可断定为主轴系统回转缺陷引起的。因此,暗影问题可认为是主轴系统回转故障。
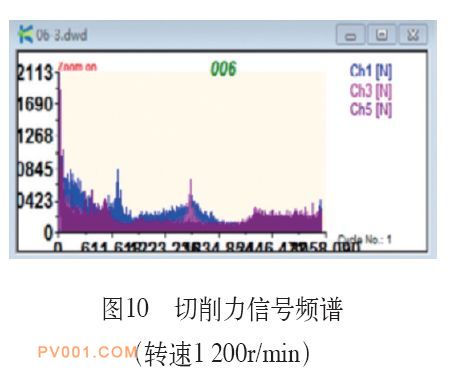
当转速为1200r/min时选取不同进给量的切削力信号均表现的较为稳定,可见即便是加工质量相对良好的切削状态下,切削信号也包含与转速有关的频率成分(见图10),从而也可以验证进给量和切削深度两个参数不是产生暗影现象的原因。
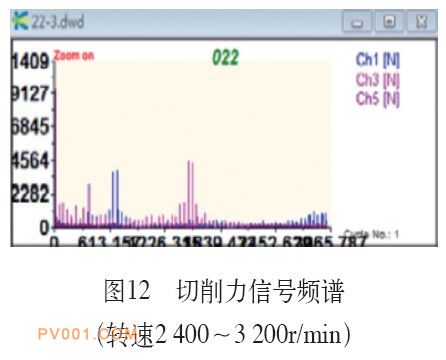
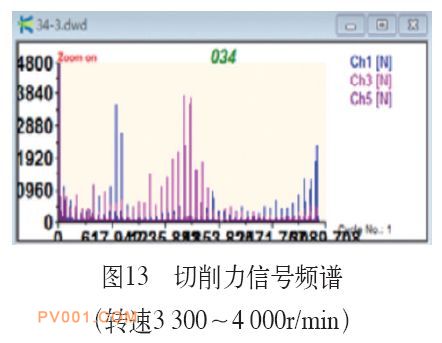
转速1700~2300r/min区间振动几乎可以忽略不计,能检测到转频,但不明显,对切削力信号的干扰也不显著(见图11)。图12和图13为较高转速区间的信号,可见随着转速提高,切削力频谱幅值显著增大,说明暗影不是因为高转速精加工时才会出现,而是与主轴系统本身有关,始终存在,只是在高转速切削时能量较大,更能激发出明显的暗影现象。

(来源:《金属加工(冷加工)》)
上一篇:冶金工业焦化废水处理工艺研究
下一篇:污泥无害化市场:正处于爆发前夜!
