国内大部分研磨工艺局限于同行之间口传声教,大家做阀瓣、阀座的研磨好像没有形成特别系统的研磨工艺。国外倒是有相关的内容,本期我参照国外的一个研磨工艺和大家分享一下。
在国外的研磨介绍中阀座和阀瓣的都有介绍,本期我们先讲阀瓣的研磨
具体操作流程如下:
1.确定操作环境清洁,准备数块可用于清洁密封面的棉布
2.确定研磨盘足够大能够进行相应阀瓣的研磨
3.选择适当的研磨膏准备开始第一次研磨(300grit)
4.使用棉布擦拭研磨盘,清洁可能存在的污染物(主要清洁灰尘等,如果上面有残留的研磨膏,需要使用溶剂清洗)
5.在研磨盘上可能与阀瓣研磨接触的部位涂抹研磨膏;
6.将阀瓣放置在研磨盘上,在不使用向下的力的情况下:先圆周旋转+随机平面移动阀瓣3秒,再按8字路径研磨阀瓣,重复该动作2分钟;
7.将阀瓣从研磨盘中竖直拿起,(如果做的好 因为吸力的作用会有“啪”的声音),应避免水平方向或其他非垂直角度取出;
8.使用清洁剂清洁研磨盘及阀瓣(不要使用棉布擦拭)
9.使用7倍放大镜+手电对阀瓣表面进行观察,确定是否需要继续使用该研磨膏进行研磨。如果阀瓣整体呈哑光色,没有明显的亮光划痕则可以使用更细研磨膏继续进行研磨;
如果需要继续使用该等级研磨膏,需重复5-9步1-2次
如果需要使用更细等级研磨膏,则本次使用的研磨盘需要除油清洁后放置在干燥容器内以备下次使用(把研磨盘表面的粗糙度分为三个等级进行存放:1粗糙2中等3光滑)
10.使用更细的研磨膏进行研磨(500grit/900grit)
11.重复第4-9的操作。一般情况下研磨等级约高,研磨所需要的时间越短,检测的频率也越高(这个时候需要更换研磨盘)
12.当密封表面的划痕、凹陷等缺陷被全部去除后,对阀瓣和研磨盘进行清洁,将研磨盘除油清洁后放置在研磨盘存放容器中以备下次使用。
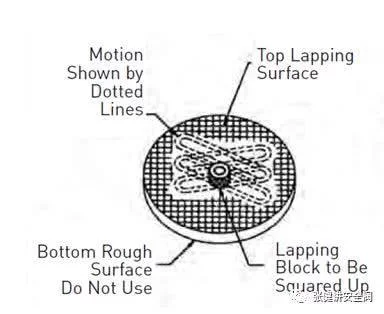
(在上述的研磨盘一般有两个面,如下图,每一个面使用同一颗粒度的研磨膏可以研磨两次,当两个面都使用1-2次以后,使用研磨平台对研磨盘进行研磨,以保证研磨盘的平整。研磨盘可以按照研磨膏使用进行分类存放,使用相同研磨膏的研磨盘放在一起,防止已经进行较粗研磨的研磨盘被用于更高级别抛光中)

上图为研磨盘(上下两图来自corsby)
上图为研磨板(研磨盘在研磨板中进行研磨)
如上的操作流程与我在国内见到的阀瓣研磨流程还是有很大区别的,最大的区别在于:使用一个中间环节的研磨盘,而研磨盘只能使用1-2次即要进行平整处理。
而国内我所见到的研磨大多在一块研磨盘上完成,只不过依次使用更细的研磨膏。且研磨盘重复进行多个阀瓣的研磨。因为我们在同一块研磨板上进行的阀瓣研磨远高度2次,所以研磨板很可能已经出现了不平整,通过其研磨的平面也就很难保证相关的平整度。
虽然国外的这个操作流程看起来非常繁琐,生产效率不高,但研磨质量更容易保证。
还是那句老话:我们都有点急!!!
在很多情况下效率和质量是矛盾的,做好的东西应该稍许“慢”些

| 表 情: |           |
| 验证码: | 
|