吉林电厂双面埋弧焊螺旋管,供应部标螺旋钢管厂家
沧州聚鑫管道集团有限公司为您详细解读吉林电厂双面埋弧焊螺旋管,供应部标螺旋钢管厂家的相关知识与详情:由于聚氨酯泡沫的闭孔率达92%以上,因此,用聚氨酯泡沫作为直埋管道的保温层,不仅可以起保温隔热作用,而且能有效地防止水,湿气以及其它多种腐蚀性液体气体的浸透,防止微生物的滋生和发展。聚氨酯保温管以其优良的性能,方便的施工及使用年限长而倍受人们欢迎。

另外UOE钢管焊接时采用多丝焊接(三丝丝,这样的焊接工艺焊接时产生的线能量小,对母材热影响区影响程度也小。多丝焊接后道焊丝对前道焊丝可起到消除焊接时产生应力的作用,从而对钢管的机械性能有所改善。直缝埋弧焊(UOE钢管因它采用焊后冷扩径工艺涨管,故UOE钢管几何尺寸比较,采用UOE钢管对接时的对口质量好从而确保了焊接质量,通过扩管工艺一定程度消除了部分内应力。
b保温层采用硬质聚氨酯泡沫塑料。保温层材料为密度60kg/m3至80kg/m3的硬质聚氨酯泡沫,充分添满PE-RTII型管与套管之间的间隙,并具有一定的粘接强度,使耐热聚乙烯(PE-RTII管材外套管及保温层三者之间形成一个牢固的整体。聚氨酯直埋保温管泡沫具有良好的机械性能和绝热性能,通常情况下可耐温120℃通过改性或与其它隔热材料组合可耐温180℃。PERTII型保温管又称“PERTII型预制直埋保温管”采用进口耐热聚乙烯(PE-RTII原材料,它由三层结构组成a外护管PERTII型保温管外层采用HDPE高密度聚乙烯管。
埋弧焊直缝钢管采用的焊接工艺为埋弧焊技术,采用填充物焊接,颗粒保护焊剂埋弧。生产的口径可以达到1500mm,LSAW是埋弧焊直缝钢管的英文简称,埋弧焊直缝钢管的生产工艺有JCOE成型技术卷制成型埋弧焊技术。当口径较大时可能用两块钢板进行卷制,这样会形成双焊缝的现象。焊管的规格用公称口径表示(毫米或英寸)公称口径与实际不同,焊管按规定壁厚有普通钢管和加厚钢管两种,钢管按管端形式又分带螺纹和不带螺纹两种。

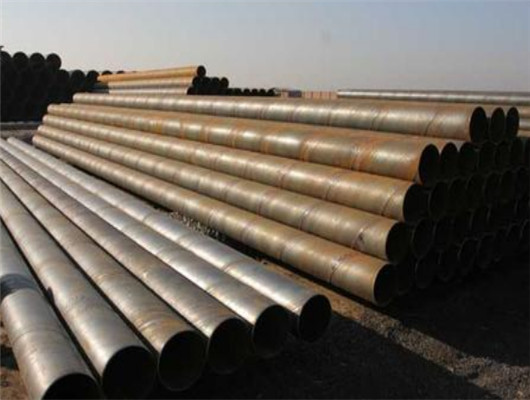
直缝钢管主要以双面埋弧焊生产工艺为主,产品经折弯合缝内焊外焊矫直平头等多道工序,达到相关标准要求。直缝钢管常用材质有Q235AQ235B16Mn20#Q34L24L290X4X4X70X800Cr11Cr100Cr19Ni11Cr18Ni0Cr18Ni11。
吉林电厂双面埋弧焊螺旋管,供应部标螺旋钢管厂家,我公司从国外引进了新的聚乙烯套管真空定径生产设备,拥有几条高密度聚乙烯外护管挤出机生产线,可高速生产Φ90mm-Φ1800mm各种规格的超大聚乙烯外护管,在生产高密度聚乙烯外护管时,严格控制产品质量,为了提高高密度聚乙烯外护管与聚氨酯泡沫保温层的粘结强度,严格进行外套管电晕极化处理。外护层基材选用优良的PE高密度聚乙烯为原料,采用的真空定径设备与生产工艺进行生产,管材颜色和壁厚可根据标准或用户的要求生产,其基础材料和性能指标完全相同。

聚氨酯保温管-施工中常见问题及解决办法聚氨酯保温管起发速度慢此现象一般出现在秋冬季节或早晨施工,因为气温突然降低或气温低所致。将环境温度黑料温度升高即可解决。一般将黑料温度升至30-60℃,环境温度升至20-30℃即可。

保温层材料为密度60kg/m3的硬质聚氨酯泡沫,采用的高压混合发泡机在工作管与聚乙烯外套管中间形成的空腔中一次性注入硬质聚氨酯泡沫塑料原液,即俗称的“管中管发泡工艺”,发泡过程中充分填满工作管与外套管之间的间隙,并具有一定的粘结强度,使工作管外套管及保温层三者之间预制成型一个牢固的整体。当输送介质温度为-5。
吉林电厂双面埋弧焊螺旋管,供应部标螺旋钢管厂家,内焊采用纵列多丝埋弧焊(多可为丝)在直缝钢管内侧进行焊接;预焊使成型后的直缝焊钢管合缝并采用气体保护焊(MAG)进行连续焊接;成型在JCO成型机上首先将预弯后的钢板的一半经过多次步进冲压,压成"J"形,再将钢板的另一半同样弯曲,压成"C"形,后形成开口的"O"。
资讯推荐
更多>>- 大同酸沟耐酸瓷砖,电厂耐酸砖厂家直销
- 兰陵购买二手石材设备转让,转让二手红外线
- 专业汤泉系统哪家好,国产温泉水疗机器设计
- 长岛找产后恢复师派遣,专业照顾老人护工培
- 大连温泉浴池设计,汤泉制造机器哪家好
- 盘锦大型花椒烘干房,高性能空气能
- 大连供应硅铁渣哪家好,品牌复合精炼剂作用
- 济宁花棚水泥柱子厂家,水泥柱定制
- 江苏大型女士内裤批发价格,大型纯棉方巾批
- 湖南品牌碳化钨银触头报价,钨镍铁价格
- 坪山新区靠谱的防雷设计,靠谱的防雷插座标
- 辽宁专业全自动软化水设备生产厂家,优质滚
- 宜春专业纯碱,专业六水三氯化铁生产厂家
- 衡水大型VSI制砂机厂家,花岗岩制砂机价格
- 吉林电厂双面埋弧焊螺旋管,供应部标螺旋钢
- 长沙搅拌罐订制,沈阳水果烘干机加工生产线
- 中山靠谱的中港运输清关,靠谱的国际快运多
- 临沂供应65#铝螺旋盖,供应57型铝螺旋盖
- 陕西质量好的蘑菇机供货商,水冷工业冷水机
- 湖南景区不锈钢复合管护栏,景观喷塑护栏价
- 东营优质螺旋输送机厂家,哪里有矿渣干燥机
- 山东氟碳漆内外墙工程定制,专业外墙抗裂腻
- 丽水永发指纹密码保险柜代理,永发银行智能
- 云南直播化妆品贴牌报价,真实的伊尔美护肤
- 如皋房屋租赁律师,专业的律师服务
- 沧州定制混凝土水泥井盖电话,定制球墨铸铁
- 河南研发制造可视化设计平台建设方案,可定
- 山东自卸除铁器配套,加工除铁器加工
- 博乐直埋式保温管经销,给排水管道价格