江西模具表面拉伤厂,专业金属耐磨处理加工厂
长沙特耐金属材料科技有限公司为您详细解读江西模具表面拉伤厂,专业金属耐磨处理加工厂的相关知识与详情:简称压模。将塑料原料直接加入敞开的模具型腔中,再将模具闭合,塑料在热与压力的作用下成为流动状态并充满型腔;然后由于化学或物理变化使塑料硬化定型,这种方法就叫压制成型,而所用的模具叫作压制成型模具。这种模具大多用于热固性塑料的成型加工,也有用于热塑性塑料的。另外还有不加热的冷压成型压制模具,用于成型聚氟乙烯坯件。压制成型。

1插销要开活动式的,这样可以调节插头铁壳外露之尺寸长短,以适合更多的产品,如DC插头模具等,像USB就没有必面要活动式的了,因为外露长度只有一种。1进料点不可太大,成型出来不要有什么凸点,这样不用修进料点了,可以节约实际工时。像MICROUSB这样的模具,插销要开铜套式的,以防止刮伤插头之铁壳。

模具要进行氮化,以防止模具容易生锈。线沟,网尾,LOGO都要开活动式的,以方便进行更换,以适合更的产品所需要。所开模具的数。是否需要开顶出式模具,这要根据实际模具来决定。是否需要开U型线沟,这要根据实际模具来决定。
把挤出或注塑出来的尚处于塑化状态的管状坯料,趁热放入模具成型腔内,立即在坯料中心通入压缩空气,使管坯膨胀并紧贴在模具型腔壁上,冷却硬化后就成了中空制品。这种成型方法所用的模具就是中空制品吹塑成型模具。中空制品吹塑成型模。

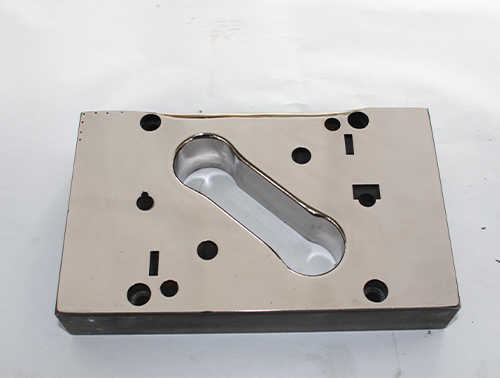
化学热处理往往具有较常规钢制模具高得多的抗拉伤性能。在缺乏其它表面处理工艺方法的情况下,这不适为一种较好的选择,也是我国较常用的方法。就氮化处理而言,氮化的化合物层具有很高的抗拉伤性能,但由于其硬化效果有限(一般HV1200以下,且化合物层较薄(十微米左右,其耐磨性有限。在模具材料方面,也有采用陶瓷制作模。

随着高速切削加工时代的到来,高速钢刀具应用比例逐渐下降硬质合金刀具和陶瓷刀具应用比例上升已成必然趋势,因此,工业发达自九十年代初就开始致力于硬质合金刀具PVD涂层技术的研究,至九十年代中期取得了突破性进展,PVD涂层技术已普遍应用于硬质合金立铣钻头阶梯钻油孔钻铰丝锥可转位铣片异形刀具焊接刀具等的涂层处理。

1如DC插头,圆管端子等,其插销针不能太大,否则的话,容易将其内径变太,从而造成插拔力不够。1SR模具要开合页式的模条,这样方便摆线,可提高生产效率,但要注意模具不能开得太厚,否则的话,如果成型SR距离较短的话,就不能使用了。
1SR卡位之部分尺寸相当重要,不能开得太大或太小,如果开得太大的话,客户产品的话太松,如果开得太小的话,客户很难装产品。1LOGO大小,R角可能按样品,或按图面。1进料点要不要开双面进料,以防成型时冲偏。1所开模具不能有开口,刮伤,毛边,合模线过大,错模等现象。1所新开的模具,铜工必须要同时拿回,这样便于以后维修模具。
资讯推荐
更多>>- 甘肃景观不锈钢护栏厂家,景观灯光护栏生产
- 河南桥梁不锈钢复合管护栏,道路喷塑护栏厂
- 湖北不锈钢辣椒酱巴氏杀菌机批发,大型泡菜
- 綦江个性商务型鱼缸电话,优质海鲜鱼缸方案
- 山东供应节水设备哪家好,节水设备生产线生
- 山东水磨钻隧道施工价格,人工钻孔灌注桩队
- 山东酒水灌装设备价格,新型反渗透除盐设备
- 工业扇报价,商场风扇厂家哪家好
- 湖北靠谱的地辊厂家报价
- 广东绝缘油净化器厂家,冲压油净化机厂家
- 天津36kw蒸汽发生器批发价,0.8吨电蒸汽发生
- 眉山家用电梯生产厂家,微型杂物电梯厂家
- 青羊高飞调色系统批发,附近PPG修理厂清漆
- 沈阳爆破岩石队伍,气体爆破施工队伍
- 江西模具表面拉伤厂,专业金属耐磨处理加工
- 车辆改装大包围哪家好,房车改装音响哪里好
- 丽江促销台,特色亚克历制作
- 济宁阴极保护测试桩,阴极保护锌阳极厂家
- 内蒙古供应废水处理定做,供应农村生活污水
- 娄底专业大灯改装店哪家好,德系车刹车改车
- 宝鸡网架钢构,承包钢结构仓库施工
- 江苏荷兰菊供应商,质量好的时令草花供货商
- 四川VR电力安全培训,优质禁毒VR体验馆
- 沧州水帘柜厂家供应,高性能催化燃烧设备厂
- 毕节做防水,屋面防水堵漏价格
- 山东铆钉热铆加热电炉采购,热轧钢筋感应加
- 亳州电力排管,夹砂电力管产品报价
- 安阳环保发泡隔墙板制作,新型轻质复合隔墙
- 湘潭宝马外观改装哪里专业,跑车刹车改车店