50 MW汽轮发电机组给水除氧系统故障原因分析及对策
0 引言
莱钢能源动力厂型钢区50 MW汽轮发电机组配套除氧器型号为GCM-260, 额定出力为260 t/h, 给水温度158℃, 溶氧指标≤7μg/L。GCM-260除氧器的工艺原理是利用发电机工业抽汽加热凝结水、系统除盐水补水, 除去其中的溶解氧, 减少溶氧在锅炉省煤器、水冷壁造成的氧化腐蚀, 避免锅炉漏水事故发生;同时提高锅炉给水温度, 降低锅炉燃耗, 提高循环热效率。除氧器设备结构如图1所示。
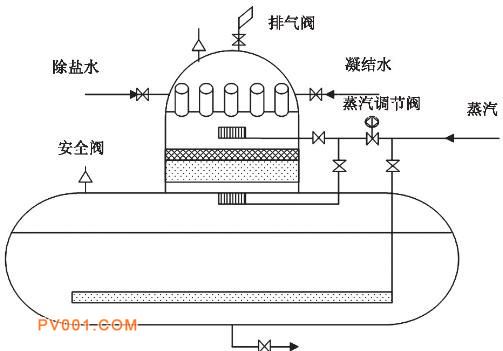
图1 除氧器设备结构图
1 问题的提出
50 MW汽轮发电机组运行以来给水除氧系统出现多种问题, 分析汇总如下:
(1) 查阅运行日志溶氧含量达80~160 mg/L, 严重超标 (溶氧指标≤7μg/L) , 生产不达标, 影响锅炉安全生产和整个热力系统生产稳定。
(2) 除氧器塔头安全阀动作8次、除氧器排气管喷水10次、除氧器电动蒸汽调节阀卡死3次, 除氧器多次出现设备故障, 如不及时处理, 极易造成除氧设备本体破坏, 后果严重。
(3) 凝结水管道发生振动12次, 除氧器多次发生振动, 管道振动会影响管道、法兰、垫片以及相关配套设备的使用寿命。
2 原因分析
(1) 通过现场分析验证, 阀门设计工作温度为250℃, 实际工业抽汽温度为280℃, 长时间超负荷温度运行造成阀门、阀芯、阀杆等金属材料变形, 极易造成阀门卡死。
(2) 蒸汽调节阀门执行器功率不够, 随机组负荷逐渐提高, 工业抽汽压力也逐渐升高, 当抽汽压力高于0.65 MPa时, 蒸汽调节阀不能关闭, 压力越高, 调节阀打开的开度越大。
(3) 对操作法、运行方式进行研究分析, 机组并网后, 随负荷升高, 除氧加温在110℃以上时, 塔头内部气流速度过大, 热交换不充分, 经常出现排汽管喷水现象, 造成补水和加温困难。
3 技术研究及对策制定
(1) 针对当前阀门工作条件、环境与现场工况不匹配情况, 将原来的250℃、PN10阀门更换为鉻钼钢阀体, 密封形式为双面硬密封, 参数为400℃、PN40, 设计条件与实际蒸汽参数留有足够大的富余量。
(2) 计算现场工况需要阀门输出扭矩7 950 N·m, 而原执行器的最大扭矩为10 000 N·m, 阀芯形式不合理, 需要的力矩较大, 调节阀一直在不停地工作, 造成电机过热, 经常保护动作, 故障率自然就高。经计算将执行器更改为20 000 N·m扭矩, 这样在电动阀工作时, 工作负荷小于其额定负荷, 有足够的富余功率, 调节阀满负荷工作就不会引起电机过热。另外, 更换节流孔式调节阀芯, 减少阀门动作时所需要的力矩。
(3) 管道振动问题:锅炉尾部余热回水管道存在死角, 空气无法排除, 凝结水受热后产生蒸汽, 水击引起管道振动。除氧器内部蒸汽管道存水, 加温时塔头水击, 内部蒸汽管道振动。
如图2所示, 重新布置锅炉尾部加热回水管道, 从加热器出口直接引至除氧塔头进水口, 消除管道死角, 便于管道内气体及时排除。
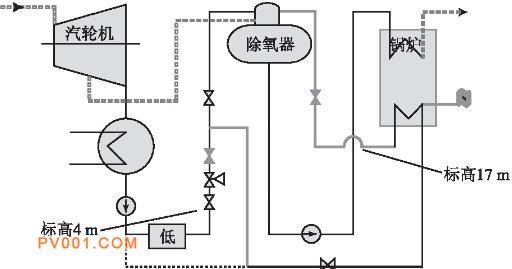
图2 加热回水管道改造示意图
注:黑色虚线部分为改造前系统, 灰色实线部分为改造后系统
如图3所示, 经研究, 在除氧器内部蒸汽管道最低端开直径30 mm的排水口, 开孔过大会使水面蒸汽压力升高, 过小则会导致排水不彻底。另外, 蒸汽管道出口加装挡水罩, 消除管道内积水, 防止下落的凝结水进入蒸汽管道。
(4) 完善操作方式。3台低压加热器随机组建立真空、启动一起投入, 运行中随负荷变化控制加热器进口蒸汽阀门开度。保持低加出口凝结水温度在90~110℃之间, 尽量避免除氧器进水温度过低的情况发生, 同时关小除氧塔头排汽阀门开度, 保持塔头压力在0.45 MPa左右。关小加热蒸汽一次阀, 全开蒸汽二次阀, 增加了凝结水与蒸汽对流换热的时间和面积。关小塔头排汽阀, 降低了蒸汽在塔头内上升的流通速度, 使汽水热交换更充分。
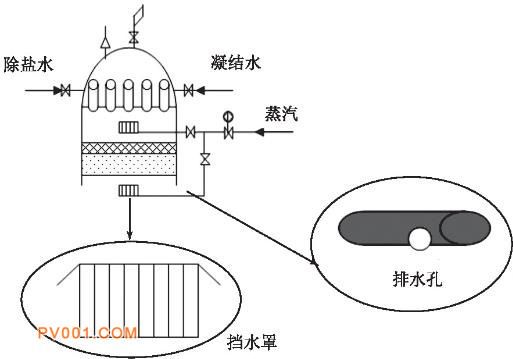
图3 蒸汽管道排水口示意图
4 实施效果验证
(1) 查阅运行日志, 溶氧含量达到平均6μg/L (溶氧指标≤7μg/L) , 除氧器生产指标达标。
(2) 除氧器塔头安全阀动作0次, 除氧器排汽管喷水0次, 除氧器电动蒸汽调节阀卡死0次, 凝结水管道振动0次, 除氧器振动情况消除, 达到预期效果。
综合资讯推荐
更多>>- 川仪十七厂团总支顺利完成换届选举,李沛恒
- 山西沁水5G电磁法压裂监测助力开采提效
- 应流集团与沈鼓核电签署战略合作协议,签订
- 中国机械通用零部件工业协会紧固件分会第九
- 舍弗勒集团CEO亮相国际工商盛会:共话全球
- 派沃自控举办老职工荣休仪式
- 中核科技举办品牌建设培训
- 新界荣登2024年度浙江省高新技术企业创新能
- 利欧荣获机械工业科学科技进步奖一等奖、安
- 中国机械通用零部件工业协会紧固件分会到奥
- 浙江南方获评国家级“高新技术企业”和省级
- 江南大学人工智能与计算机学院赴华雁密封件
- 中华全国总工会调研组到沈鼓集团调研
- 阿波罗收到一封来自上海核工程研究设计院的
- 力星股份拟购飞燕钢球控股权 深化高端制造
- A46Y美标高温先导式安全阀在石油化工和天然
- 盐城瑞德石化12年奋进之路:创业突围迈向年
- 江苏海蓓晟阀门项目稳步推进 预计2025年6月
- 热泵技术拟入选《鼓励外商投资产业目录》,
- 国家管网阀门质量提升研讨会在温州召开 聚