催化裂化烟气脱硫废水COD处理探讨
湿法脱硫工艺是现阶段世界范围内应用最广泛的烟气脱硫工艺。在湿法脱硫工艺中,不可避免地要产生一定数量的废水。如何处理烟气脱硫中产生的废水是企业面临的一个问题,本文结合海南炼化烟气脱硫废水的水质特征,简要综述了烟气脱硫废水处理装置遇到的问题及解决的方法,弥补了该烟气脱硫废水处理装置设计中的不足。
1工艺流程
在国家和地方政府对SO2、NOX以及颗粒物排放标准日益严格和排污费加大的情况下,企业为应对严格的环保要求和企业自身发展需求,迫切需要建设烟气脱硫脱硝除尘设施。中石化某公司280万吨/年重油催化裂化装置烟气除尘脱硫脱硝改造项目由中石化宁波工程有限公司总体设计,除尘脱硫主要采用具有中石化自主知识产权的(双循环)新型湍冲文丘里除尘脱硫技术。
脱硫废水处理工艺采用中石化宁波技术研究院与浙江双屿实业有限公司联合开发的过滤+浓缩脱水+氧化处理脱硫废水工艺,由综合塔浆液循环泵送来的废水送入三台胀鼓式过滤器,颗粒物在胀鼓式过滤器内经膜分离,上清液进入氧化罐用空气氧化(为增加氧化效果,氧化罐内设有搅拌器),降低其中的COD,氧化处理后废水指标:SS<70mg/L;COD<60mg/L,达标废水进入排液池,由排液泵外排。胀鼓过滤器可将废水浓缩至3%-8%,然后进入渣浆浓缩缓冲罐沉降浓缩至含固量15%-30%,产生的污泥进入真空带式过滤机,经过进一步浓缩脱水后,产生的废液进入浆液缓冲池,产生的泥饼外运。
2存在的问题
该项目2014年12月26日建成开车后,催化裂化外排烟气量:正常工况约520000Nm3/h(湿基);其中NOx浓度小于100mg/Nm3(干基),NOx脱除率大于80%;SO2浓度小于100mg/Nm3(干基),SO2脱除率大于95%;粉尘浓度小于50mg/Nm3(干基),粉尘脱除率大于92%。满足GB31570-2015《石油炼制工业污染物排放标准》的要求。但脱硫外排废水经废水处理单元氧化处理后COD不能达标排放,如表1所示。

3原因分析
在催化湿法烟气脱硫过程中的废水来源于吸收塔排放水,废水中含有的杂质主要包括悬浮物、过饱和的亚硫酸盐、硫酸盐以及重金属,会产生较高的COD,在废水处理单元不能处理合格达标排放,经多方面分析可能存在以下原因:
(1)废水在氧化罐停留时间不够,脱硫废水中的亚硫酸盐在氧化罐内未经充分氧化;
(2)氧化空气进入三个氧化罐时分布不匹配,致使氧化罐废气排放管带水串入后面的氧化罐造成COD超标;
(3)絮凝剂加注量未找到最佳点,导致返胀鼓过滤器的脱硫废水中的微小颗粒物不能凝聚成大颗粒而沉积。致使大量悬浮物和催化剂颗粒带入氧化罐,影响氧化效果,真空带式脱水机不能正常出泥;
(4)通过化验分析,废水中有部分有机物存在,常规的空气氧化法不能将其氧化,从而影响COD的测量结果。
4处理过程
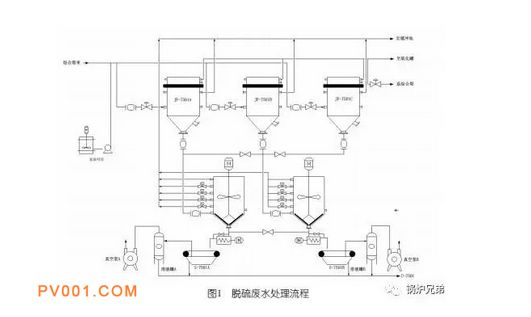
(1)利用胀鼓过滤器返综合塔流程(见图1),将部分浆液返回综合塔,减少浆液至胀鼓过滤器的流量,废水流量降低后延长了在氧化罐内停留时间,由原来的7分钟增加到11分钟,增强氧化效果;
(2)调整三个氧化罐的氧化风分配,使废气出口管线不带水;
3)将胀鼓过滤器反冲洗时间固定,放水时间延长,有利于冲洗彻底;
(4)絮凝剂在整个废水处理过程中起到非常关键的作用,它的加注量直接影响了胀鼓过滤器的运行和后面氧化罐的处理能力。为找到最佳加注量通过近两个月的试验调整,找到了最佳加注量为70L/h(由于前期在调整絮凝剂加注量时对胀鼓过滤器影响较大造成了堵塞,更换了胀鼓滤袋)。真空带式脱水机出泥正常后废水中的COD开始呈下降趋势,再通过氧化罐的配合调整,外排废水COD已能合格达标排放,见表2。

(5)根据化验分析结果,脱硫废水中的有机物是催化再生烟气中带过来的,常规的空气氧化法不能将其氧化。实验证明通过提高前面的余热锅炉焚烧炉膛温度的方法,将烟气中的有机物在余热锅炉炉膛内烧尽,再配合絮凝剂加注量的调整,废水中的COD呈明显下降趋势,如图2所示。

5结语
设计方面,氧化罐容量存在偏小问题,脱硫废水在氧化罐停留不够;氧化风分配管未装流量计,操作调整不精确,容易造成氧化罐排气口废液互串影响外排COD。
(1)催化烟气脱硫废水COD的处理中,絮凝剂的加注量是其至关重要的一环,废水处理量在25t/h时絮凝剂加注量维持70L/h,脱硫废水中的悬浮物和微小颗粒物能有效凝聚成大颗粒,它的加注量直接影响了胀鼓过滤器的正常运行和真空带式脱水机的合格出泥,前面设备正常运行后氧化罐基本能够将废水中的COD处理合格。
(2)脱硫废水中的有机物影响COD的检测结果时,需要将炉膛温度提高到840℃以上来烧掉这部分有机物。
- 上一篇:不锈钢截止阀结构特点
- 下一篇:进口阀门的温度和压力有什么相互作用
综合资讯推荐
更多>>- 川仪十七厂团总支顺利完成换届选举,李沛恒
- 山西沁水5G电磁法压裂监测助力开采提效
- 应流集团与沈鼓核电签署战略合作协议,签订
- 中国机械通用零部件工业协会紧固件分会第九
- 舍弗勒集团CEO亮相国际工商盛会:共话全球
- 派沃自控举办老职工荣休仪式
- 中核科技举办品牌建设培训
- 新界荣登2024年度浙江省高新技术企业创新能
- 利欧荣获机械工业科学科技进步奖一等奖、安
- 中国机械通用零部件工业协会紧固件分会到奥
- 浙江南方获评国家级“高新技术企业”和省级
- 江南大学人工智能与计算机学院赴华雁密封件
- 中华全国总工会调研组到沈鼓集团调研
- 阿波罗收到一封来自上海核工程研究设计院的
- 力星股份拟购飞燕钢球控股权 深化高端制造
- A46Y美标高温先导式安全阀在石油化工和天然
- 盐城瑞德石化12年奋进之路:创业突围迈向年
- 江苏海蓓晟阀门项目稳步推进 预计2025年6月
- 热泵技术拟入选《鼓励外商投资产业目录》,
- 国家管网阀门质量提升研讨会在温州召开 聚