如何通过油液监测判定冷轧轧机高压液压系统的故障
一、冷轧机液压系统
冷轧机是一种新型的钢筋冷轧加工设备,是由连续酸洗线和机架串列式冷连轧机组合而成。该机可直径在6.5毫米至12毫米之间的热轧盘条、热轧盘圆加工成成品规格直径在5毫米至12毫米的冷轧带肋钢筋,
酸洗是用化学方法除去金属表面氧化铁皮的过程,通常采用盐酸。连续酸洗机组,是指将钢卷逐卷展开后,钢卷与钢卷之间头尾焊接起来连续地通过酸洗槽。
常用的CVC系列冷轧机连续式酸洗机组主要是从是德国西马克引进的,其中间辊辊面有一定曲线形状(支撑辊有的有,有的没有),轧机高压系统控制轧机各机架HGC缸、工作辊弯辊缸、中间辊弯辊缸、中间辊CVC窜辊缸、工作辊CVC窜辊缸(轧制硅钢时)及支撑辊平衡缸等执行机构的动作。这些执行机构具有负荷大、控制精度高、响应速度快的特点,并直接参与板厚与板型控制,因此非常重要。
轧机要正常运转,还有一项必不可少的东西,那就是液压系统。液压系统是由机械、液压、电气、仪表等装置有机地组合而成德统一体。一般情况,负载大的,需要高压,而高压对液压元件的要求又是很高的。
液压系统在冷轧轧机设备中应用十分广泛,如用于控制轧辊辊缝调节的系统、控制轧辊辊型的工作辊、中间辊弯辊系统及用于平衡支撑重量的平衡系统。轧机高压液压系统作为轧机的心脏其作用十分重要,因此在日常设备维护中要严格对高压设备的管理,从而保证系统长期稳定运行。
二、设备故障
液压设备的正确使用与精心维护,可以防止机件过早磨损和遭受3不应有的损坏,从而减少故障发生,并能有效的延长使用寿命。
液压系统的故障是多种多样的,这些故障有的是有某一液压元件失灵而引起的,有的是系统中多个液压元件的综合性因素造成的,有的是因为液压油被污染造成的,有的是机械、电器以及外界的因素引起的。据统计,液压系统的故障有75%以上与液压油的污染有关。
因此如何快速、准确地找到液压系统的故障原因,并及时排除故障就显得非常重要。
油液监测技术就是通过对设备在用润滑油的理化性能指标、磨损金属和污染杂质颗粒的定期跟踪监测,及时了解掌握设备的润滑和磨损状态信息,诊断设备磨损故障的类型、部位和原因,为设备维修提供科学依据,指导企业进行设备的状态维修和润滑管理,从而预防设备重大事故发生的发生,降低维护费用。
当轧机高压液压系统总是发生过滤器堵塞报警现象时,就会严重影响生产的正常运行,就急需查找故障来源,以便尽快采取相应措施恢复正常生产。此时就可以通过油液监测技术来排查问题,找出根源所在。
三、解决方法
可以对液压系统的润滑油油品通过理化、清洁度、光谱、铁谱、能谱等分析方法对其进行全面的跟踪监测。
1、理化分析
理化分析主要对以下几个方面的理化性能进行监测,运动粘度(40℃)mm2/s、酸值mgKOH/g、水分%、铜板腐蚀等级(100℃,3h)、磨斑直径(396N,60min) mm,分析这些理化性能的指标是否在正常范围内,取样日期间隔长短可以自己设定。
2、清洁度分析
从回油口和油缸分别取样来进行监测,看这些位置的清洁度等级(NAS 等级)是否在正常范围内。监测的数量根据需要了解的设备状况来确定。
3、金属元素分析
当需要了解系统中运动摩擦副的磨损状态,可对采集的液压油进行光谱分析,判定液压油中铁、铜元素浓度是均在正常范围内。
4、液压油中颗粒分析
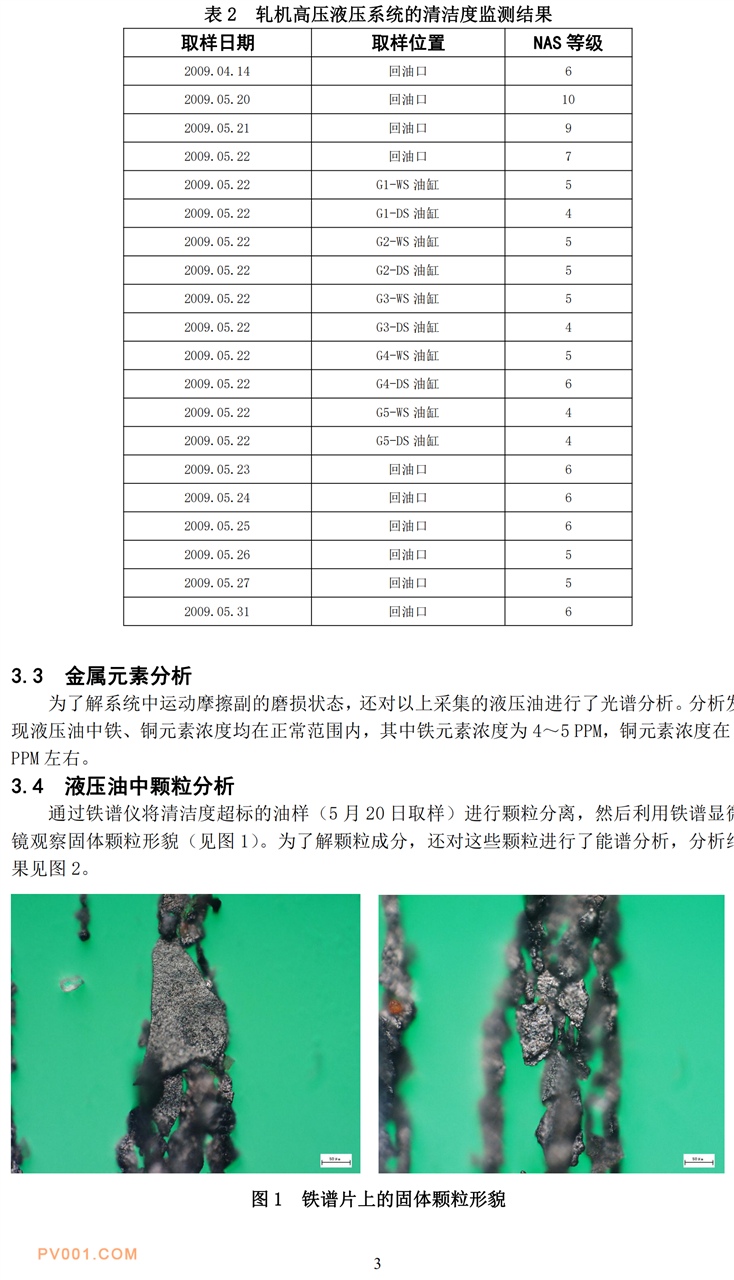
在清洁度分析时,如果有超标的样品,可以通过铁谱仪将此油样进行颗粒分离,然后利用铁谱显微镜观察固体颗粒形貌,了解颗粒成分,还可对这些颗粒进行能谱分析,如果结果显示,液压油中存在较多固体颗粒,颗粒的尺寸大多在 20~30 微米,同时在铁谱片上大多按磁力线方向排列,表明这些尺寸较大的颗粒主要为铁磁性颗粒。如果固体颗粒表面有明显的氧化色彩,可通过进一步的能谱分析判定这些颗粒是否为含铁元素的金属颗粒。如果铁谱片上没有发现银白色发亮的钢质磨粒,说明这些颗粒并不是从钢质摩擦副上新磨损下来的,有可能来源于油箱底部残留的固体颗粒或外界污染物,该说明该液压系统中运动摩擦副当前的磨损状态尚属基本正常。当几天后再次取样进行铁谱分析时,如果未发现以上类型的大尺寸固体颗粒,则说明过滤装置的过滤效果良好。
5、过滤器滤芯上颗粒分析
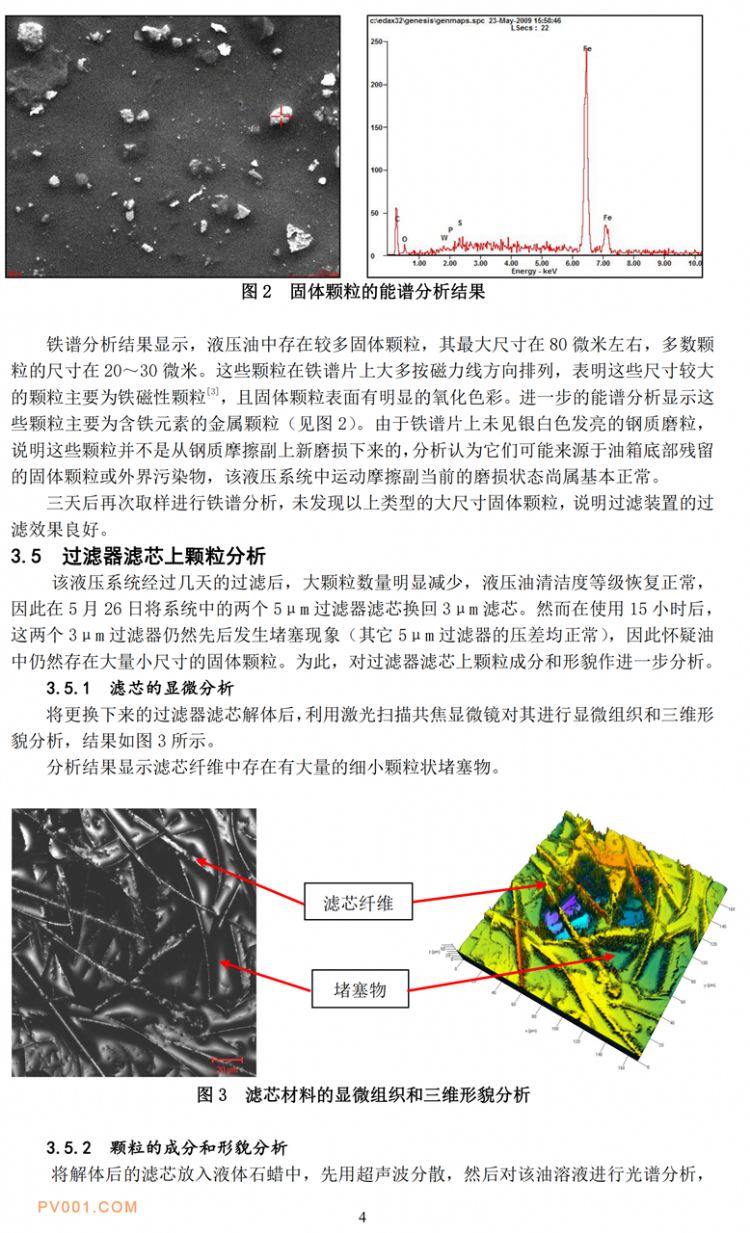
(1)滤芯的显微分析
将过滤器滤芯更换下来解体后,利用激光扫描共焦显微镜对其进行显微组织和三维形
貌分析,判定滤芯纤维中是否存在有大量的细小颗粒状堵塞物。
(2)颗粒的成分和形貌分析
如果滤芯纤维中有大量的细小颗粒状堵塞物,就将解体后的滤芯放入液体石蜡中,先用超声波分散,然后对该油溶液进行光谱分析,判定其中元素成分。如果元素成分主要为Zn、Ca、P和Fe,可以利用滤膜对油溶液进行过滤处理,并用石油醚将其清洗干净,待溶剂挥发完全后利用铁谱显微镜观察颗粒形貌,判定滤芯上存在的颗粒尺寸,最后做成判断,这些颗粒来源于哪里。
四、结论分析
通过上述分析,可以判定系统发生过滤器堵塞故障的主要原因是什么及后期该如何进行处理。当然除了这种故障,液压系统还可能会出现其他的故障,在故障出现后,可以通过油液监测来判定故障可能出现的原因及解决的方法。但是这样还是会影响企业的利益,毕竟重要设备停产对企业来说,损失是不可估量的。所以如果能在平时,就做好设备的状态监测,发现可能出现的问题和隐患,及时进行解决,这样就可以预防重大事故的发生,降低企业的维护费用。
附:论文 冷轧机高压液压系统的故障诊断


综合资讯推荐
更多>>- 国机仪器仪表集团举办“合力同行·共赢未来
- 云南流体规划研究院荣膺中非创新创业大赛区
- 2025年10月我国激光测距雷达出口6545.87万
- 我国首个焦炉煤气100%转化项目落地
- 上海连成与中海油石化工程举办技术交流会
- 国家级奖项!普瑞泰格荣获国家环保领域最高
- 陕鼓承接西南某用户钢铁产能置换升级改造项
- 合肥东部新城水务环保集团有限公司考察团莅
- “西安交通大学-荏原机械淄博有限公司校外
- 沈鼓方案助力首个长输管线海门站变身隐形电
- 我国首个采用冷却塔的“华龙一号”核电站正
- 宁夏石化核心设备“换脑”升级打破技术依赖
- 肯富来与西安重装德秦公司强强联手,引领瓦
- 哈电集团研制的银江水电站5号机组投产发电
- 连成集团应邀参加第三届长三角高端产业及金
- 通用技术大连机床在大连市企业优秀班组长及
- 上海自仪携“硬核”产品亮相第四届石油石化
- 中通协阀门分会第八届二次代表大会 宣达集
- 国内单套处理规模最大含硫天然气净化厂在川
- 德国伊瑞斯阀门智造闪耀南美能源盛会