
数控车床数控编程实例五:倒角指令数控编程二
%3310
N10 G92 X70 Z10(设立坐标系,定义对刀点的位置)
N20 G00 X0 Z4(到工件中心)
N30 G01 W-4 F100(工进接触工件)
N40 X26 C3(倒3×45°的直角)
N50 Z-21(加工Φ26外圆)
N60 G02 U30 W-15 R15 RL=3(加工R15圆弧,并倒边长为4的直角)
N70 G01 Z-70(加工Φ56外圆)
N80 G00 U10(退刀,离开工件)
N90 X70 Z10(返回程序起点位置)
M30(主轴停、主程序结束并复位)
数控车床编程实例六:圆柱数控螺纹编程
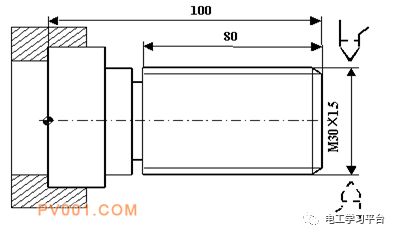
圆柱数控螺纹编程零件图样
%3312
N1 G92 X50 Z120(设立坐标系,定义对刀点的位置)
N2 M03 S300(主轴以300r/min旋转)
N3 G00 X29.2 Z101.5(到螺纹起点,升速段1.5mm,吃刀深0.8mm)
N4 G32 Z19 F1.5(切削螺纹到螺纹切削终点,降速段1mm)
N5 G00 X40(X轴方向快退)
N6 Z101.5(Z轴方向快退到螺纹起点处)
N7 X28.6(X轴方向快进到螺纹起点处,吃刀深0.6mm)
N8 G32 Z19 F1.5(切削螺纹到螺纹切削终点)
N9 G00 X40(X轴方向快退)
N10 Z101.5(Z轴方向快退到螺纹起点处)
N11 X28.2(X轴方向快进到螺纹起点处,吃刀深0.4mm)
N12 G32 Z19 F1.5(切削螺纹到螺纹切削终点)
N13 G00 X40(X轴方向快退)
N14 Z101.5(Z轴方向快退到螺纹起点处)
N15 U-11.96(X轴方向快进到螺纹起点处,吃刀深0.16mm)
N16 G32 W-82.5 F1.5(切削螺纹到螺纹切削终点)
N17 G00 X40(X轴方向快退)
N18 X50 Z120(回对刀点)
N19 M05(主轴停)
N20 M30(主程序结束并复位)
数控车床编程实例七:恒线速度功能数控编程
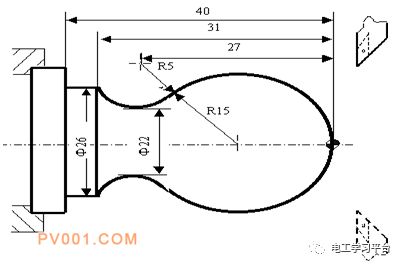
恒线速度功能编程零件图样
%3314
N1 G92 X40 Z5(设立坐标系,定义对刀点的位置)
N2 M03 S400(主轴以400r/min旋转)
N3 G96 S80(恒线速度有效,线速度为80m/min)
N4 G00 X0(刀到中心,转速升高,直到主轴到最大限速)
N5 G01 Z0 F60(工进接触工件)
N6 G03 U24 W-24 R15(加工R15圆弧段)
N7 G02 X26 Z-31 R5(加工R5圆弧段)
N8 G01 Z-40(加工Φ26外圆)
N9 X40 Z5(回对刀点)
N10 G97 S300(取消恒线速度功能,设定主轴按300r/min旋转)
N11 M30(主轴停、主程序结束并复位)
数控车床编程实例八:G80指令数控编程
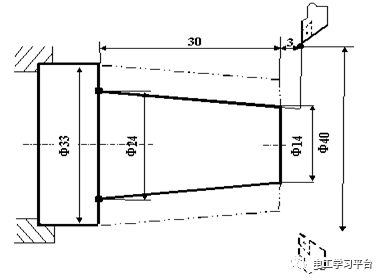

(来源:中国泵阀第一网)
